影响轧水带液率的因素及其影响规律-轧点压强
影响平幅轧承机带液率的因素很多,例如总压力、轧点压强、轧点线压力、橡胶辊面硬度、辊径、运行布速、温度、浸轧次数、织物组织及纤维特性、织物轧水前的加工情况等。由于其中不少因素对带液率的影响是相互关联的,因而很难从某个因素得出较全面而确切的结论。应根据具体情况从各有关因素中找出主要矛盾,采取可行而有效的措施才能收到预期效果。
轧点压强 玻璃纤维的浸轧脱水试验结果如图3-15所示。将轧车A(表3-1)对几种织物浸轧清水后的带液率列于表3-2,该表数据表明,同一种织物在相同温度、运行布速下的轧液后带液率随轧点压强或线压力增大而有所下降。
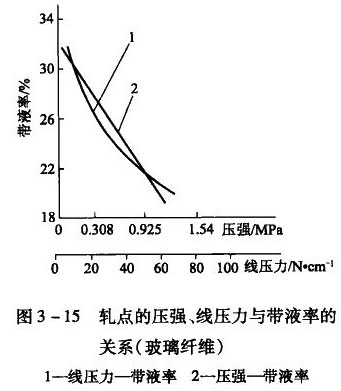
图3-15轧点的压强、线压力与带液率的
关系(玻璃纤维)
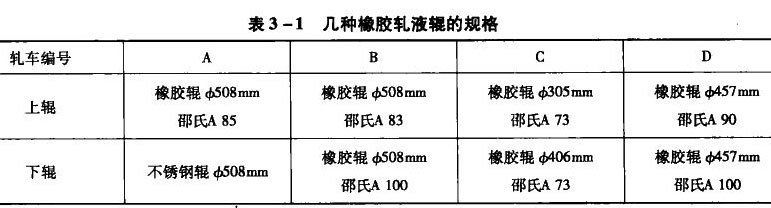

表3-2几种织物在不同温度、轧点压强、远行布连下的带液率
下面再从相关实验资料分析讨论与轧点压强有关的因素对轧液后带液率的影响规律。
首先.从图3―16所示的在表3-1中几种轧液辊组条件下的实验数据可知,轧点宽度和压强均随总压力或线压力的加大而有所增加,并且压强的增加率稍滞后于总压力的增加率。其次,图3一16(c)表明辊径相近的各轧液辊在相同的线压力或总压力下,辊面橡胶硬度低者轧点宽,辊面硬度相近的各轧液辊中,辊径小者轧点宽度窄。
此外,橡胶轧液辊的辊面橡胶层厚度对轧点上两辊接触面积也有影响。在相同辊径、压力和辊面硬度的条件下,橡胶层厚者轧点宽,反之则轧点宽度窄。
图3―17表明,静置橡胶辊的辊面硬度随温度的升高而下降,运转时的这种变化较静置时更大。所以升高温度能使轧点橡胶辊接触面积加大。