运行布速
当运行布速加快时,织物由于轧液前浸渍时间缩短导致含液量少,轧液后带液率似应下降;但同时也缩短了织物通过轧点轧液的时间和可能产生的压滞效应等原因,又会使带液率有所增高,并且此效应常大于前面的下降效应。至于降低运行布速时。织物由于轧液前浸渍时间加长,致使其含液量增加,不利于轧液后带液率下降(此效应对渗透性较好的织物并不显著);但织物通过轧点轧液的时间也相应加长,带液率有所下降(此效应对于轻薄织物较显著)。
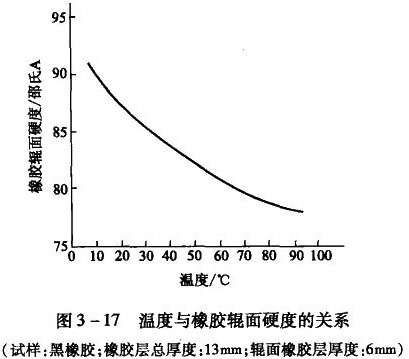
图3-17温度与橡胶辊面硬度的关系试样;黑橡胶;橡胶层总厚度:13mm;辊面橡胶层厚度:6 mm, 此外,总压力不变时.从投低速开始运转的压印试验资料表明,起步前轧点压痕最浓,运转暂停时压痕淡些,而运转中的压痕则更淡说明轧辊组运转时轧点压强较静止时小。
上述各效应随力学性能、操作条件、织物特点及浸轧前加工情况等因素而变化。表3-2中的实验数据表明,一般以低运行布速轧液时带液率较低。